新闻资讯
烟草复烤厂皮带输送机跑偏及预防措施
来源:admin 添加时间:2017-03-22 18:00:59 浏览次数:0次
皮带输送机在烟草行业打叶复烤及制丝输送线上主要用于输送各种叶片、叶丝、梗、梗丝、混合、再造烟丝等烟草物料,是衔接各工序间的主要输送设备之一,通过皮带输送机把各个主机设备变成一个有机的整体。皮带输送机是根据摩擦原理,由驱动装置将动力传递给主动滚筒,通过主动滚筒与输送带的摩擦、输送带与从动滚筒的摩擦,形成一个封闭的连续运动系统,达到输送物料的目的。由于在生产、安装等各种过程中产生的误差造成了输送带的受力不均匀, 致了输送带的跑偏、鼓包、甚至撕裂输送带,严重的影响了生产。本文主要分析几种常见的跑偏原因及预防跑偏的措施。
1、皮带输送机的跑偏原因及分析
造成皮带输送机跑偏的原因有很多,主要是关键零部件的制造及安装误差、输送带的制造误差等等,最终导致了输送带的受力不均匀。
(1)主动辊筒、从动辊筒安装轴线不平行
输送带受到辊筒的支撑力是垂直辊筒指向输送带的,当主动辊筒和从动辊筒的安装轴线不平行时,输送带在水平方向就有分力,导致了输送带跑偏。此时可以通过调整从动辊筒上的张紧调偏装置使主从、动辊筒轴线平行即可防止跑偏。
(2)托辊安装轴线与主、从动辊筒轴线不平行
托辊安装轴线与主、从动辊筒轴线不平行主要有两种情况:
①托辊轴线与主从、动辊筒轴线在轴向方向上有一定的夹角,导致输送带向先接触到托辊的一侧跑偏;
②托辊轴线与主从、动辊筒轴线在径向方向上有一定的夹角,使输送带向托辊的低端跑偏。
这两种跑偏的情况都可以通过调整托辊的安装位置使它与主、从动辊筒平行来防止跑偏。同时,在安装过程中还需要校正左、右侧板的水平偏差和托辊的安装水平偏差。
(3)主动辊筒、从动辊筒及托棍上粘有物料或其他杂质导致输送带受力不均匀引起输送带跑偏。
皮带输送机在工作过程中输送的物料和杂质有可能粘在主、从动辊筒和托棍上导致输送带受力不均匀,不但会使输送带跑偏还会磨损输送带。
(4)输送带松弛、老化引起跑偏输送带长时间使用会磨损、老化,最终引起跑偏。最好的解决办法是及时更换输送带。
(5)输送带自身的质量问题
输送带制造质量误差造成在带宽方向受力不均匀、硫化接头质量不好、输送带出现的局部损伤等等都会引起输送带的跑偏。在购买输送带时一定要做好质量检验工作,避免以后输送带调偏时带来的麻烦。
(6)张紧装置安装误差
输送带工作一段时间后会变松弛,张紧装置安装在从动辊筒的两端,通过调节张紧装置使输送带张紧度合适。如果张紧装置安装有误差在调节过程中会使从动辊筒轴线与主动辊筒轴线不平行,从而引起输送带跑偏。
2、防止跑偏的措施
对于皮带输送机的跑偏现象,除了在制造和安装过程中尽量减小误差,还应该采取以下措施防止跑偏:
(1)主动辊筒加工成马鞍型(见图1)
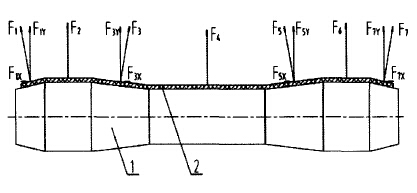
1-马鞍型辊筒;2-输送带
图1 马鞍型辊筒防跑偏示意图
输送带在主动辊筒上的受力分析如图1所示。当输送带向左跑偏时,力F3、F7变大,F1、F5变小,从而导致水平方向分力F3x、F7x变大,FIx、F5x变小,强迫输送带向右移动,实现防止跑偏的目的,而垂直于输送带方向的分力对输送带跑偏没有影响。
(2)从动辊筒加工成马鞍型或弹簧式
输送带在从动辊筒上的受力分析如图1所示。受力分析与主动辊筒相同。
弹簧式从动辊筒受力分心如图2所示。
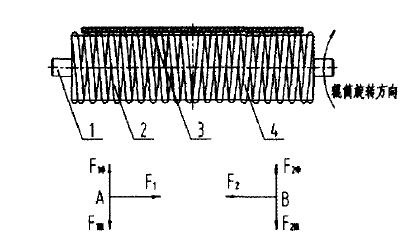
1-弹簧式辊筒;2-左旋弹簧;3-输送带;4-右旋弹簧
图2 弹簧式辊简防跑偏示意图
如图2所示,左侧是右旋弹簧右侧是左旋弹簧,输送带与左旋弹簧和右旋弹簧的接触点近似相同。在左右两侧的接触点处各取一点,如图点A和点B,Fl牵和Fl阻是一对平衡力,F2牵和F2阻也是一对平衡力对防止跑偏不起作用。对防止跑偏起作用的是力F1、F2(在输送带运动过程中F1、F2是弹簧给输送带的推力),当输送带向右跑偏时,输送带和右旋弹簧接触点变少力F1变小,此时F1>F2输送带向右移动,起到防止跑偏的作用。在安装过程中一定要注意弹簧的安装方向,当弹簧反装时,一旦输送带跑偏,不但不能调整跑偏作反而加剧了跑偏的程度。
(3)增加螺旋式清扫辊
螺旋式清扫辊安装在回程输送带下方,用来清扫粘在输送带上的烟叶和杂质。清扫辊上安装有尼龙丝,左半部分为右旋、右半部分为左旋,受力分析如图2所示,防跑偏原理同弹簧式从动辊筒。
(4)安装光电传感器
在环形输送带之间安装光电传感器,当输送带跑偏时光电传感器发出信号通知工作人员输送带需要调偏,但是光电传感器只能检测出输送带跑偏并不能自动调偏。
如图3所示是光电传感器的工作原理,图示位置是正常工作时输送带和光电传感器的位置,1号、2号光电传感器被输送带覆盖,3号、4号光电传感器裸露在输送带外面,当1号、3号光电传感器被覆盖时光电传感器就会发出信号,输送带向左跑偏。同理2号、4号光电传感器被输送带覆盖时,输送带向右跑偏。
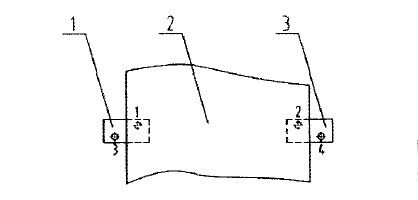
1-光电传感器支架;2-输送带;3-光电传感器支架
图3 光电传感器防跑偏示意图
(5)调整主、从动辊筒
皮带输送机侧板上安装主、从动辊筒的位置加工成长圆孔便于调整主、从动辊筒使轴线平行。在皮带输送机中主、从动辊筒的安装位置对输送带跑偏起着至关重要的作用,主、从动辊筒中心线互相平行的同时必须垂直于左、右侧板,否则就会发生跑偏。对于从动辊筒当输送带向辊筒右跑偏时, 以将从动辊筒右侧的轴承向后移动或者左侧的轴承向前移动当输送带向辊筒左侧跑偏时, 以将从动辊筒的左侧的轴承向后移动或者右侧轴承向前移动。主动辊筒的调整方法和从动辊筒相反。
(6)调整托辊组件
托辊组件安装在回程输送带的下方既可以支撑输送带又可以调整输送带跑偏。托辊组件的调偏方式与主、从动辊筒的调偏方式相同。
(7)调整张紧装置
张紧装置安装在从动辊筒左右两侧,既可以张紧输送带又可以调偏。输送带经过一段时间的使用会被拉长,如果不及时张紧,输送带会发生抖动及跑偏,影响正常工作。张紧输送带时要同时调整张紧装置上左右两侧的轴承,以保证主、从动辊筒的轴线平行并同时垂直于左右侧板。调整从动辊筒的跑偏实质上就是通过调整张紧装置左右两侧的轴承来实现的。
此外,在烟草复烤厂中双向皮带输送机使用的也很多,调整输送带的跑偏时比较麻烦,先将一个方向的跑偏调整好再调整另外一个方向的跑偏,经过反复调整使输送带能正常工作。
皮带输送机在烟草复烤厂起着不可替代的作用,而皮带输送机的跑偏又是很常见的问题,输送带跑偏不但会影响工作效率还有可能加快设备的破坏速度,所以我们要在设计、制造、安装、使用等各个方面加强对输送带跑偏问题的重视,尽可能的减少引起跑偏的问题。一旦发现跑偏现象,要快速正确的判断跑偏原因并及时采取相应的措施纠正跑偏,保证输送设备的正常工作。本文介绍的几种常见的皮带输送机跑偏原因及解决办法希望对以后的工作有一定的帮助。
1、皮带输送机的跑偏原因及分析
造成皮带输送机跑偏的原因有很多,主要是关键零部件的制造及安装误差、输送带的制造误差等等,最终导致了输送带的受力不均匀。
(1)主动辊筒、从动辊筒安装轴线不平行
输送带受到辊筒的支撑力是垂直辊筒指向输送带的,当主动辊筒和从动辊筒的安装轴线不平行时,输送带在水平方向就有分力,导致了输送带跑偏。此时可以通过调整从动辊筒上的张紧调偏装置使主从、动辊筒轴线平行即可防止跑偏。
(2)托辊安装轴线与主、从动辊筒轴线不平行
托辊安装轴线与主、从动辊筒轴线不平行主要有两种情况:
①托辊轴线与主从、动辊筒轴线在轴向方向上有一定的夹角,导致输送带向先接触到托辊的一侧跑偏;
②托辊轴线与主从、动辊筒轴线在径向方向上有一定的夹角,使输送带向托辊的低端跑偏。
这两种跑偏的情况都可以通过调整托辊的安装位置使它与主、从动辊筒平行来防止跑偏。同时,在安装过程中还需要校正左、右侧板的水平偏差和托辊的安装水平偏差。
(3)主动辊筒、从动辊筒及托棍上粘有物料或其他杂质导致输送带受力不均匀引起输送带跑偏。
皮带输送机在工作过程中输送的物料和杂质有可能粘在主、从动辊筒和托棍上导致输送带受力不均匀,不但会使输送带跑偏还会磨损输送带。
(4)输送带松弛、老化引起跑偏输送带长时间使用会磨损、老化,最终引起跑偏。最好的解决办法是及时更换输送带。
(5)输送带自身的质量问题
输送带制造质量误差造成在带宽方向受力不均匀、硫化接头质量不好、输送带出现的局部损伤等等都会引起输送带的跑偏。在购买输送带时一定要做好质量检验工作,避免以后输送带调偏时带来的麻烦。
(6)张紧装置安装误差
输送带工作一段时间后会变松弛,张紧装置安装在从动辊筒的两端,通过调节张紧装置使输送带张紧度合适。如果张紧装置安装有误差在调节过程中会使从动辊筒轴线与主动辊筒轴线不平行,从而引起输送带跑偏。
2、防止跑偏的措施
对于皮带输送机的跑偏现象,除了在制造和安装过程中尽量减小误差,还应该采取以下措施防止跑偏:
(1)主动辊筒加工成马鞍型(见图1)
1-马鞍型辊筒;2-输送带
图1 马鞍型辊筒防跑偏示意图
输送带在主动辊筒上的受力分析如图1所示。当输送带向左跑偏时,力F3、F7变大,F1、F5变小,从而导致水平方向分力F3x、F7x变大,FIx、F5x变小,强迫输送带向右移动,实现防止跑偏的目的,而垂直于输送带方向的分力对输送带跑偏没有影响。
(2)从动辊筒加工成马鞍型或弹簧式
输送带在从动辊筒上的受力分析如图1所示。受力分析与主动辊筒相同。
弹簧式从动辊筒受力分心如图2所示。
1-弹簧式辊筒;2-左旋弹簧;3-输送带;4-右旋弹簧
图2 弹簧式辊简防跑偏示意图
如图2所示,左侧是右旋弹簧右侧是左旋弹簧,输送带与左旋弹簧和右旋弹簧的接触点近似相同。在左右两侧的接触点处各取一点,如图点A和点B,Fl牵和Fl阻是一对平衡力,F2牵和F2阻也是一对平衡力对防止跑偏不起作用。对防止跑偏起作用的是力F1、F2(在输送带运动过程中F1、F2是弹簧给输送带的推力),当输送带向右跑偏时,输送带和右旋弹簧接触点变少力F1变小,此时F1>F2输送带向右移动,起到防止跑偏的作用。在安装过程中一定要注意弹簧的安装方向,当弹簧反装时,一旦输送带跑偏,不但不能调整跑偏作反而加剧了跑偏的程度。
(3)增加螺旋式清扫辊
螺旋式清扫辊安装在回程输送带下方,用来清扫粘在输送带上的烟叶和杂质。清扫辊上安装有尼龙丝,左半部分为右旋、右半部分为左旋,受力分析如图2所示,防跑偏原理同弹簧式从动辊筒。
(4)安装光电传感器
在环形输送带之间安装光电传感器,当输送带跑偏时光电传感器发出信号通知工作人员输送带需要调偏,但是光电传感器只能检测出输送带跑偏并不能自动调偏。
如图3所示是光电传感器的工作原理,图示位置是正常工作时输送带和光电传感器的位置,1号、2号光电传感器被输送带覆盖,3号、4号光电传感器裸露在输送带外面,当1号、3号光电传感器被覆盖时光电传感器就会发出信号,输送带向左跑偏。同理2号、4号光电传感器被输送带覆盖时,输送带向右跑偏。
1-光电传感器支架;2-输送带;3-光电传感器支架
图3 光电传感器防跑偏示意图
(5)调整主、从动辊筒
皮带输送机侧板上安装主、从动辊筒的位置加工成长圆孔便于调整主、从动辊筒使轴线平行。在皮带输送机中主、从动辊筒的安装位置对输送带跑偏起着至关重要的作用,主、从动辊筒中心线互相平行的同时必须垂直于左、右侧板,否则就会发生跑偏。对于从动辊筒当输送带向辊筒右跑偏时, 以将从动辊筒右侧的轴承向后移动或者左侧的轴承向前移动当输送带向辊筒左侧跑偏时, 以将从动辊筒的左侧的轴承向后移动或者右侧轴承向前移动。主动辊筒的调整方法和从动辊筒相反。
(6)调整托辊组件
托辊组件安装在回程输送带的下方既可以支撑输送带又可以调整输送带跑偏。托辊组件的调偏方式与主、从动辊筒的调偏方式相同。
(7)调整张紧装置
张紧装置安装在从动辊筒左右两侧,既可以张紧输送带又可以调偏。输送带经过一段时间的使用会被拉长,如果不及时张紧,输送带会发生抖动及跑偏,影响正常工作。张紧输送带时要同时调整张紧装置上左右两侧的轴承,以保证主、从动辊筒的轴线平行并同时垂直于左右侧板。调整从动辊筒的跑偏实质上就是通过调整张紧装置左右两侧的轴承来实现的。
此外,在烟草复烤厂中双向皮带输送机使用的也很多,调整输送带的跑偏时比较麻烦,先将一个方向的跑偏调整好再调整另外一个方向的跑偏,经过反复调整使输送带能正常工作。
皮带输送机在烟草复烤厂起着不可替代的作用,而皮带输送机的跑偏又是很常见的问题,输送带跑偏不但会影响工作效率还有可能加快设备的破坏速度,所以我们要在设计、制造、安装、使用等各个方面加强对输送带跑偏问题的重视,尽可能的减少引起跑偏的问题。一旦发现跑偏现象,要快速正确的判断跑偏原因并及时采取相应的措施纠正跑偏,保证输送设备的正常工作。本文介绍的几种常见的皮带输送机跑偏原因及解决办法希望对以后的工作有一定的帮助。
上一篇:变频器使皮带输送机平稳重载起动 下一篇:垂直拉紧装置在皮带输送机中的结构优化
